专业数控修磨及再涂层、SS/硕朔提供数控专业修磨及再涂层、数控刀具专业修磨及再涂层、钨钢刀具专业数控修磨及再涂层
硕朔提供整体硬质合金刀具再次修磨,可返修硬质合金、、丝锥等相关产品;
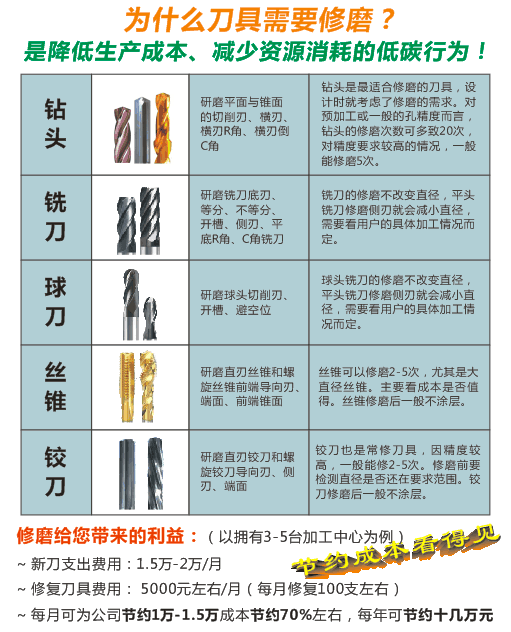
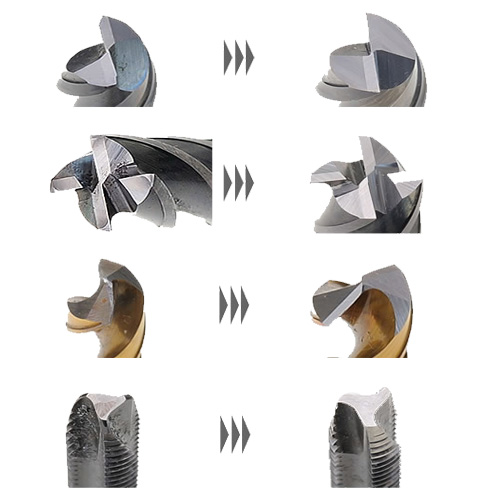
钻头、铣刀、丝锥是最常见的可修磨刀具,当返修磨硬质合金钻头时,在钻头用钝后,可以对钻尖进行返修磨,如果钻头出现了崩刃,或有较严重的损坏,修复时可以先切除损坏的钻尖部分,然后再对其进行重磨;只要钻头的倒锥部分没有过度磨损,通常就能通过返修重磨将其修复后再进行加工使用;硕朔精密刀具使用数控机床对钨钢合金钻头进行修磨后能有效保证其精度要求;
与其他刀具修磨相比较,近修磨钻头对直径影响较小,从而使其适合于修复;每次修复对尺寸的控制都各不相同。硬质合金钻头在报废前可以修复重用5~6次,而用于加工高精度孔的钻头可能只能修复重用3次。
除了修磨钻头外,钨钢合金铣刀也是适合修复重用的刀具产品之一;修复立铣刀的棘手问题是重磨会影响其直径。而SS硕朔精密刀具使用数控机床进行自动修磨几乎不影响刀具直径尺寸,在刀具预调设备的帮助下,数控机床都可以自动设定偏置量。
较大型或较昂贵的刀具也是重磨修复的选择之一,硕朔主要生产、定制钨钢刀具等,而SS/硕朔整体硬质合金铣刀、钻头、螺纹铣刀、丝锥、锯片铣刀及其他各类刀具在使用后均可选择再次返修磨加工。可依刀具的使用价值、特点及附加值等综合因素可考虑修磨业务;而成本较高的圣诞树铣刀和粗加工立铣刀附加值都较高;因圣诞树铣刀通常用于加工涡轮叶片,具有复杂和精密的几何形状,CNC磨削技术的进步使重磨这种复杂刀具变得越来越容易。整体硬质合金立铣刀的重磨也是刀具的“再制造”过程,其再制造刀具是在与生产新刀具同样的CNC工具磨床上磨削加工的;硕朔对返修后刀具进行再涂层加工。
丝锥可以重复返修使用3次,在刀具发生突变失效或切削刃严重磨损坏之前就停止使用,并进行修复,效果最佳。若在刀具出现崩刃或严重磨损之前(即轻微磨损后)就对其进行修复,在重磨时就只需去除较少的刀具材料;若磨损严重后再行修磨,则需要线割掉磨损部分后再行修复。
丝锥修磨前的检测,落实丝锥磨损情况,安排不同修磨工艺。
硕朔独特的前处理工艺,清除丝锥槽内和后刀面积屑瘤,锈蚀等。
SS/硕朔使用高精度数控磨床修磨,保证丝锥参数的准确,也避免丝锥材料因回火导致硬度降低。
硕朔有明确的修磨标准,保证了丝锥切削刃的效果,同时不会产生毛刺外翻或遗留现象。
刀具修磨不仅仅是传统意义上的刃口翻新,其精髓在于通过优化刀具原有参数而达到切削、断屑、排屑过程和刀具强度的完美统一,从而保证刀具的可靠性和寿命预期的准确性,为生产决策提供准确数据。SS/硕朔提供刀具专业修磨,不仅仅能够通过刃口修正达到延长刀具寿命,降低刀具成本的目的,更重要的是改善操作者的操作方法,树立节约意识,利于生产管理。专业刀具修磨的特征有如下几个方面:
1.精密的设备,精密的设备是专业修磨的基础条件。
2.完善的标准,SS硕朔精密刀具公司延承了进口刀具的制造标准,针对不同钻头的刃口处理型式,取其精华,除其雍冗,成就了科学严谨、细致完善而便于执行的修磨标准。
3.丰富的经验,必须依靠有着丰富经验的专业人员。
4. 精密的检测设备,修磨后对返修的刀具进行抽检。
5.细致的工艺,体现细致在收货、入库、分拣、修磨单、修磨、检验、前处理、涂层、终检、包装、出库、发货等各个环节中。而这些的前提是——刀具可识别。
硬质合金和高速钢刀具的重磨和再涂层是目前常见的工艺。尽管刀具重磨或再涂层的价格仅为新刀具制造成本的一小部分,但却能延长刀具寿命。重磨工艺是特殊刀具或价格昂贵刀具的典型处理方法。可进行重磨或再涂层的刀具包括钻头、铣刀、滚刀以及成形刀具等。
刀具的重磨
在钻头或铣刀的重磨过程中,需要磨削切削刃以除去原涂层,因此所用砂轮必须具有足够的 硬度。重磨对切削刃的预处理是非常关键的,不仅要保证刀具重磨后原始切削刃的几何形状 能被完全准确地保留,而且要求重磨对PVD涂层刀具必须是“安全”的。因此,必须避免不合理的磨削工艺(例如:高温导致刀具表层受损的粗磨或干磨)。
涂层之前,可用化学方法去除原有的全部涂层。化学去除法常用于复杂刀具(如滚刀、拉刀),或多次复涂的刀具以及因涂层厚度而产生问题的刀具。化学去除涂层的方法通常仅限于高速钢刀具,因为该方法会损害硬质合金基体:采用化学去除涂层法将从硬质合金基体上滤除钴,导致基体表面疏松、产生气孔以至难以进行再涂层。
目前典型的再涂层工艺是通过重磨工艺去除刀具原有涂层。
再涂层的经济性:最常见的刀具涂层有TiN、TiC和TiAlN。其它超硬氮/碳化物的涂层也有应用,但不太普遍。PVD金刚石涂层刀具也可以进行重磨和再涂层。在再涂层过程中,刀具应被“保护”以避免临界表面的损伤。
常常有这种情况:用户购买了未涂层的刀具后,在刀具需要重磨时再进行涂层,或在新刀具或重磨后的刀具上进行不同的涂层。
通过刀具修磨后去除刀具上的TiN涂层,重新涂上TiAlN 涂层。因客户为了提高刀具的生产效率,而TiAlN涂层工具比TiN涂层工具切削速度更高、也更耐高温。
再涂层的限制像一把刀具可以多次重磨一样,刀具的切削刃也可以进行多次涂层。而“在已经重磨过的刀具表面获得粘着性能良好的涂层是提高刀具性能的关键。
除切削刃以外,在刀具每次返修磨时,刀具表面的其余部分也许并不需要去除涂层或再涂层,这取决于刀具的类型以及加工中所使用的切削参数。滚刀和拉刀是进行再涂层时需去除所有原涂层的刀具,否则刀具性能将会降低。在应力导致的粘附问题变得突出之前,刀具可进行少量几次再涂层而不需除去旧涂层 。尽管PVD涂层具有有利于金属切削的残余压应力,但这种压力会随涂层厚度的增加而增大,并且在超过某个固定的限值后涂层将开始出现分层现象。在未去除旧涂层而进行再涂层时,刀具的外径上就增加了一个厚度。对于钻头而言,就意味着所钻的孔径在变大。因此必须考虑涂层附加的厚度对刀具外径的影响,同时还要考虑这二者对被加工孔径尺寸公差的影响。
一个钻头可在不去除旧涂层的情况下再涂层5~10次 ,在±1μm 的误差范围内,涂层厚度不会成为问题;但当误差在0.5~0.1μm范围内时,必须考虑涂层厚度带来的影响。只要涂层厚度不成为问题,那么再涂层、重磨的刀具完全可能比原来的性能更好。



