斜孔加工用内冷却
SS/硕朔精密斜孔加工用内冷却钻头能有效保证对曲轴精度的加工要求,曲轴制造的主要材料是铸铁(ISO K)和钢(ISO P),工件通常为锻造毛坯或铸造毛坯,是选用铸铁还是钢材,主要考虑的因素包括零件的强度、重量和成本。在汽车行业专注于切削刀具和工具系统的众多领域中,SS/硕朔专门生产定制一款针对加工曲轴斜油孔的内冷钻头。
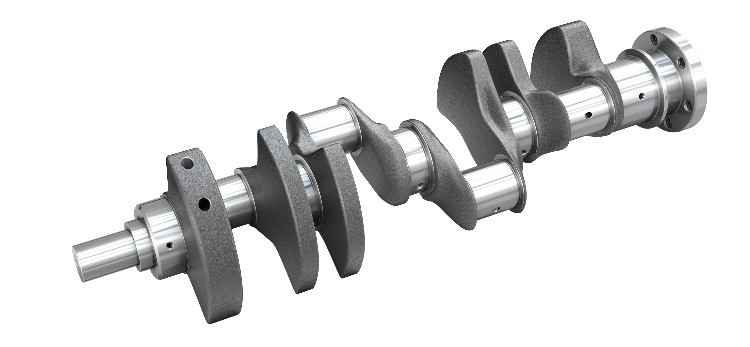
曲轴是发动机中最重要的部件。它承受连杆传来的力,并将其转变为转矩通过曲轴输出并驱动发动机上其他附件工作。

曲轴受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用。因此要求曲轴有足够的强度和刚度,轴颈表面需耐磨、工作均匀、平衡性好。

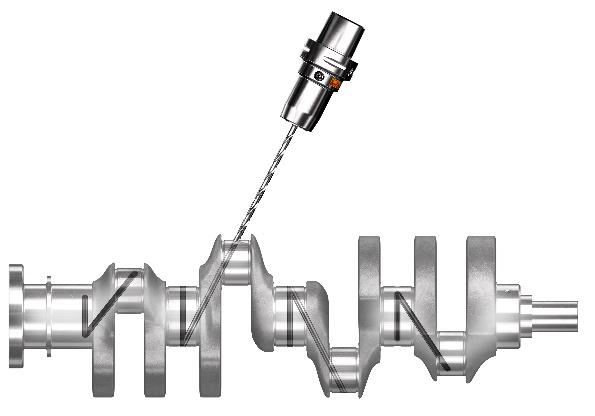
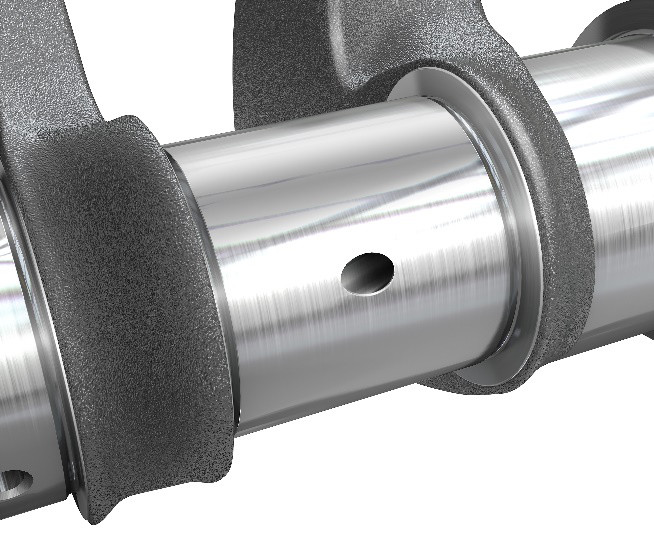
大端轴颈润滑需要斜油孔,通常每根曲轴四个孔。在很多情况下,斜油孔还要与直孔交叉。由于深度可达直径的25倍,斜油孔(和导向孔)通常使用深孔钻削工序的专用机床在专门的曲轴生产线上生产。
迄今为止,斜油孔钻削存在很多问题,即角度、深度(排屑)和钻头断裂。这些问题就注定了刀具使用寿命永远是一个严峻的挑战。其难度之大,还包括汽车行业正在朝向微量润滑(MQL)技术发展,而不是采用传统的贯通主轴的乳化冷却液。
钻削要求高效、可重复使用和加工过程安全可靠。为了解决这些难题,硕朔该款内冷钻头产品专门用于加工斜油孔。

SS牌此款内冷钻头产品的主要创新在于采用了全新的几何槽形,这种全新的槽形可改善铁屑变形和增加刀具强度。每个容屑槽都经过表面精加工处理,有助于排屑并减小摩擦力,同时更精细加工的切削刃保证了一致性和成形,从而实现高效加工。另外,坚固结实的槽形和优化的刀尖特性,也有助于加大切削进给量。
硕朔牌该款内冷钻头的槽形设计存在细微差别,既能适合ISO K球铁曲轴,也可适合ISO P钢曲轴。而SS/硕朔针对曲轴加工的这款内冷麻花钻头是需要定制加工的,以满足生产的精准要求,可调整容屑槽的尺寸和整个长度,从而实现钻孔性能优化。
切削速度和进给量
关于SS/硕朔该款内冷钻头推荐的切削参数,即直径为5毫米的斜油孔,ISO K 球铁材料选择的切削速度为50米/分,进给量0.28毫米/转。对于ISO P钢轴,根据应用不同,推荐的进给量范围为0.20毫米/转~0.28毫米/转,但切削速度应当增加到80米/分。
当然,对于斜油孔加工,机床设置和刀具夹持同样也很关键。采用推荐的最大刀具跳动量30微米,始终使用优质刀柄或热胀柄。
微量润滑的因素
为了实现性能优化,最关键的是要控制好微量润滑的流量和压力。适用于微量润滑的接柄,但微量润滑系统的选择需要仔细选用。
单通道系统在机床的背后在冷却液管道前使微量润滑的油和空气混合,通过主轴到刀具完成混合。可使用标准的刀柄,但是由于聚集在主轴上的重力作用,会导致润滑油滴出,使微量润滑出油量产生波动。相反,双通道系统在主轴上和主轴端部使微量润滑的油和空气混合。这使得空气压力更高,微滴尺寸均匀,在钻深孔或排屑至关重要的其它应用时最适合。
正确使用SS/硕朔内冷钻头加工可让曲轴生产线满产能运行,可精确加工深孔切削直径的斜油孔,其可靠性高,铁屑控制优异。
SS/硕朔生产、定制加工热交换管板用内冷钻头、不锈钢专用钻头、平底钻头、台阶钻头、内冷螺旋麻花钻头、钨钢定心钻、双头中心钻头、扩孔钻等并提供钻头二次研磨



