
顺铣加工特点:关于顺铣和逆铣,几乎所有刀具首选是顺铣,因为顺铣符合厚进薄出原理及加工要求;硕朔某客户在进行
粗加工时,采用顺铣加工,厚进薄出的原理使刀具寿命远高于逆铣刀具寿命。
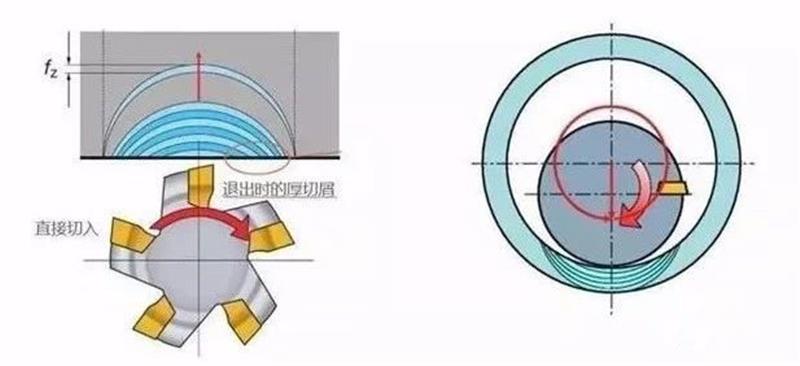
SS硕朔经过测试数据总结:顺铣切入时铁屑较厚刃口容易切入工件;而逆铣前面很薄,刀具无法切入,形成剧烈摩擦、切削力
大、热量高、后刀面摩擦力加大;而且当逆铣切出的瞬间,铁屑较厚是从压应力变成拉应力,从而造成刀片破损。
SS硕朔都推荐顺铣加工哦!可转位铣削刀具厚进薄出圆弧顺铣加工特点有效提高刀具加工寿命。
除以下几种情况外,其余工况加工建议使用顺铣加工,且遵循厚进薄出原理为最佳。
1、侧铣垂直度不好;
2、侧铣余量不均匀或有黑皮;
3、机床丝杆有间隙。
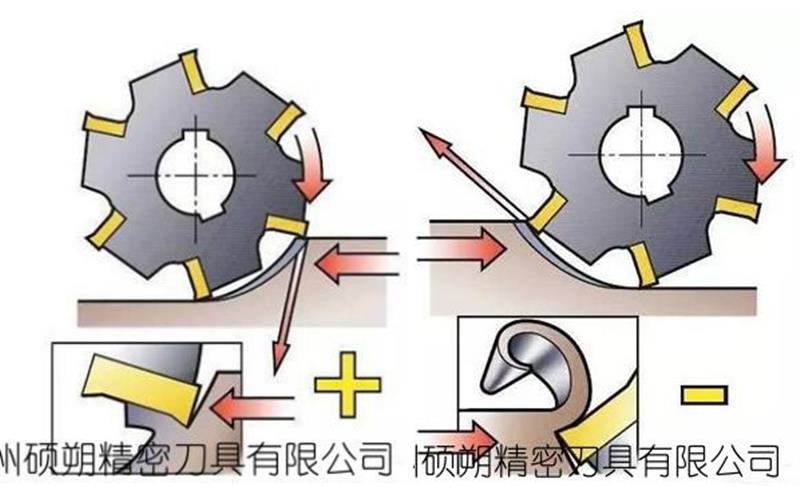
左边顺铣 | 右边逆铣
SS硕朔某客户加工下面的零件,选用SS硕朔牌D25R0.8的方肩铣刀进行测试:经测试后,逆铣和顺铣,分别加工15件和90件。

在编程软件的自动化程度越来越高的现代制造加工业中,机加工中对于走刀路径的控制越来越小,例如进退刀,几乎很难人为控
制。但可惜的是目前一大部分软件对走刀路径的设计不符合我们现代机加工标准。
如:程序进刀路径在编程时采用直线切入,而以直线切入的错误方式在刀具退出时都产生了较厚的铁屑,因为刀具很容易破损。
如图:
就放采用圆弧滚入或圆弧切入的正确方式;同时,也要注意圆弧的方向,否则适得其反。如图:

SS硕朔分析以下几种加工路径加工方式:
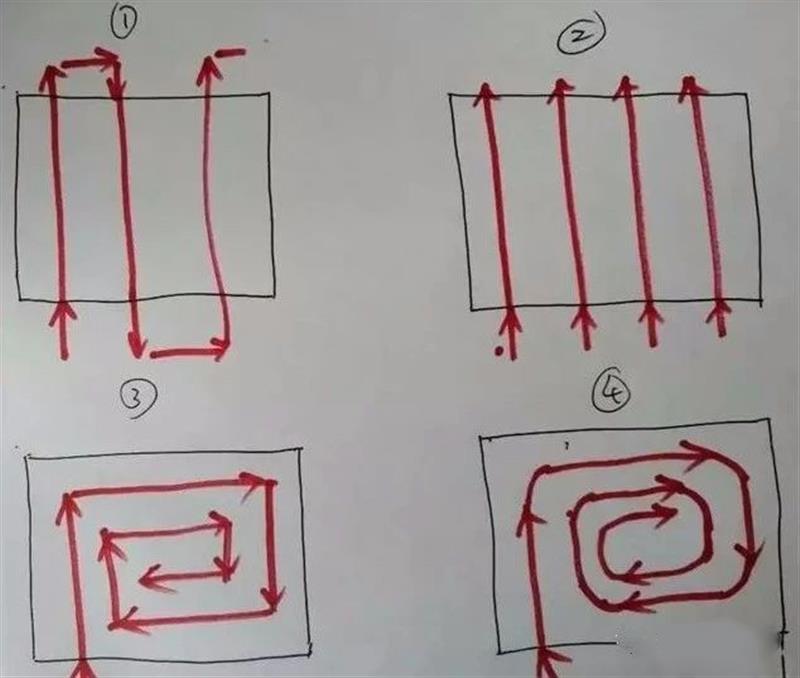
图一采用:顺逆铣交替式直线切入;且切入切出频繁。
图二采用:直线切入式顺铣;切入切出过于频繁。
图三采用:直线切入式顺铣;但无圆弧转角过渡。
图四采用:圆弧切入式顺铣;且转角处圆弧过渡。
经硕朔测试后显示上述四种加工方式效果从好到低排序依次为:图四>图三>图二>图一;而不同的进刀方式,其刀具寿命差异较大。
通常在条件允许的情况下,我们尽可能的选择圆弧切入式;若编程软件实在无法支持,可以尝试斜向切入式。
斜向切入同样可以厚进薄出,如图:
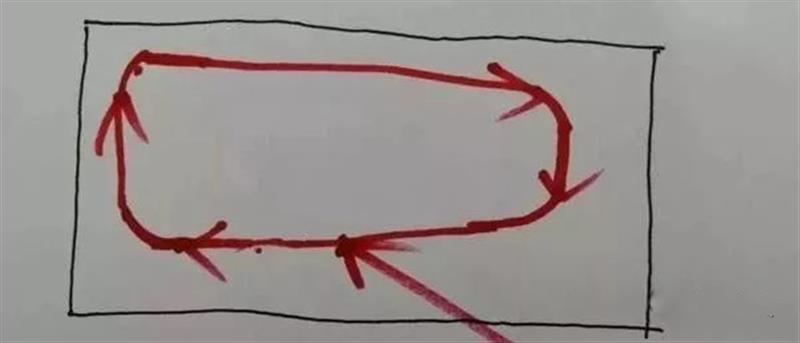
微小的变动都会带来很好的刀具使用寿命及加工效果,欢迎广大客户进行测试。
综上所述:选用厚进薄出的铣削方式(指刀具切入工件的时候铁屑较厚,切出的时候较薄),不仅刀具寿命好、光洁度高、且不
容易震动。
SS硕朔生产、定制整体合金U型槽铣刀、钨钢螺旋铰刀、合金波纹铣刀、机夹刀具、刀具研磨返修等。


