
涡轮增压器、压缩机、风机及汽轮机等核心部件加工锥度球头角度铣刀
涡轮增压器、压缩机、风机及汽轮机等核心部件加工,SS硕朔不仅能为客户提供配套的优质刀具产品,同时也提供专业的刀具加工技术;SS始终专注于金属切削加工领域,为客户需求提供整体解决方案,与国内加工涡轮增压器、大型风机零部件生产企业合作,硕朔积累了丰富的经验,严格地满足了涡轮增压器、大型风机、离心压缩机、汽轮机等零部件制造商较高的加工要求。
涡轮增压器有涡壳、中间体、压气机壳和转子总成四大核心部件构成(涡轮增压器四大核心部件及结构)专门为客户定制该款涡轮增压器叶轮类型定制加工锥度球铣刀具,加工效果好。
常用高镍合金 GX40CrNiSi25-20/2.5632 NiCr20Co18Ti+AT+P、HT/QT铸铁材质加工;
涡轮增压器叶轮类型及定制锥度球刀具

工件材质通常为:(航空铝:6061/7075)、锻铝 2A70等
涡轮增压器是通过发动机排出的废气冲击涡轮运转,以带动同轴的叶轮高速转动,叶轮将空气压缩后传递到气缸中,从而起到增压功能。
叶轮做为涡轮增压器的核心部件,其材料通常为 :航空铝 6061/T7075两种,目前高端叶轮均采用进口五轴机床进行精密加工,加工精度和效率均高于铸造叶轮的加工工艺,车铣叶轮主要供主机厂偏多。以往加工刀具选用进口刀具,受疫情影响企业为降本增效,考虑刀具国产化;
某汽车厂家加工涡轮增压器车铣叶轮
工件为:2A70(锻铝)
叶轮直径:¢150MM(双叶片)
叶片高度:46MM(从叶根底部到前缘高度)
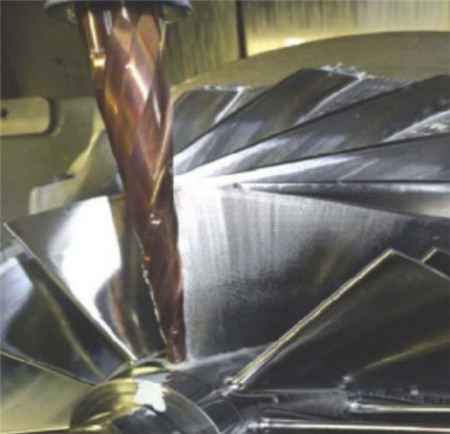
刀具规格/型号:
R2*4º(单边)*48L*105L*SD12(精铣)

加工工艺:
a、开粗中光单边余留:0.15,侧铣到底部;
S: 3000,F: 200
b、精铣一刀到位(从上到下分5层 )
S: 2000, F: 150
c、流道精铣一刀过。
叶片厚度及表面光洁度均达到客户要求。
SS硕朔生产、定制内冷钻头、阶梯钻头、螺栓孔加工合金钻头、环形密封槽小径刀具、沉孔反刮刀杆、抗震钨钢刀杆及标准钻铣丝锥修磨。


