
汽车转向节臂加工刀具全套方案解析 ,一往冇前将介绍汽车转向节夹具刀具加工方案,汽车俗称“羊角”又叫转向节或转向节臂,是汽车转向桥中的重要零件之一,能够使汽车稳定行驶并灵敏传递行驶方向;车前工字梁两端承担转向功能的轴头,由于外观像羊的角,所以俗称“羊角”
转向节是车轮转向的铰链,一般呈叉形。上下两叉有安装主销的两个同轴孔,转向节轴颈用来安装车轮。转向节上销孔的两耳通过主销与前轴两端的拳形部分相连,使前轮可以绕主销偏转一定角度而使汽车转向。

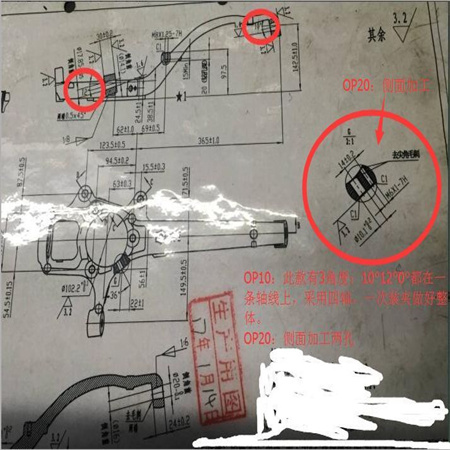
图2 羊角三视图
OP10:此款羊角有3角度,10、20、0都在一条轴线上,采用四轴,一次装夹做好整体。
OP20:侧面加工两孔
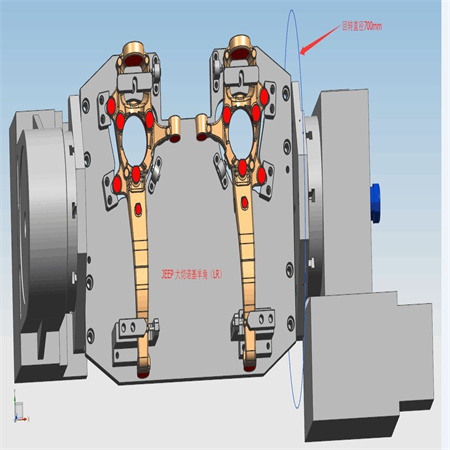
图3 羊角装夹效果
JEEP大切诺基羊角(LR),回转轴回转直径为700mm。
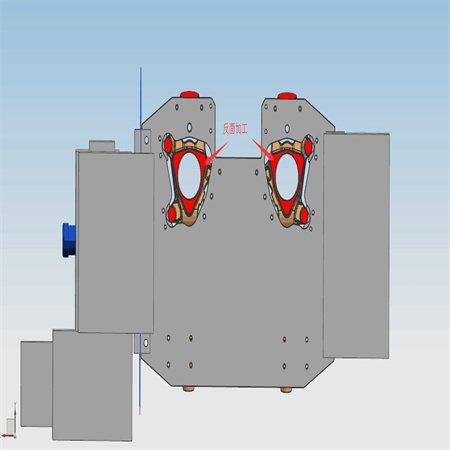
图4 反面加工设计
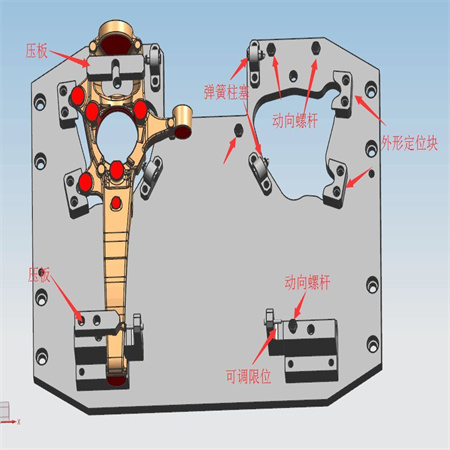
图5 装夹零部件介绍
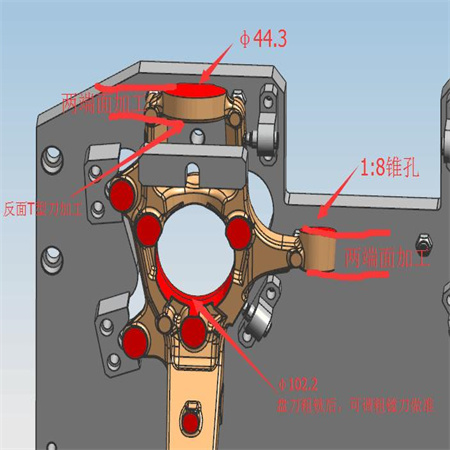
图6 羊角加工细则
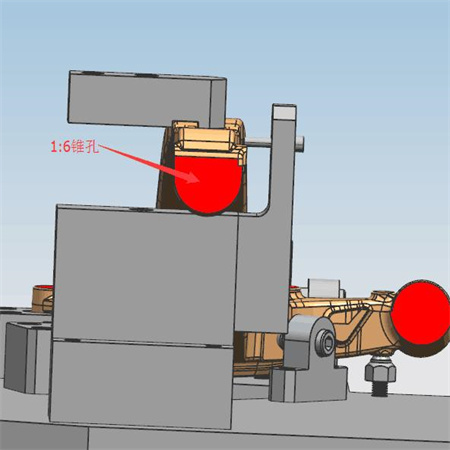
图7

图8 锥孔加工编程
锥孔加工顺序:
1. Φ13钻头钻出小端直径。
2. Φ12铣刀粗铣锥孔(粗铣为了减少精加工余量,保证尺寸稳定)。
3. 锥度铰刀精加工。
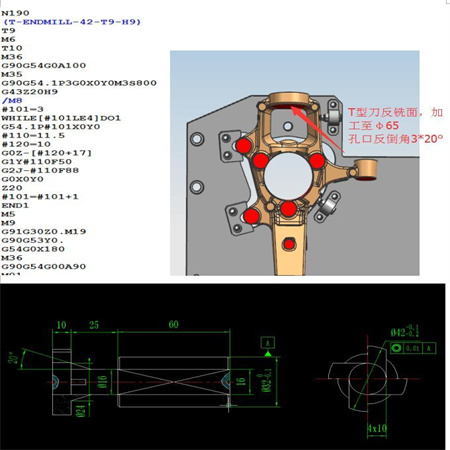
图9 侧面孔加工编程
侧面孔加工顺序:
1. T型刀反铣面,加工至Φ65。
2. 孔口反倒角3x20。

图10 T型刀

图11 装夹效果图
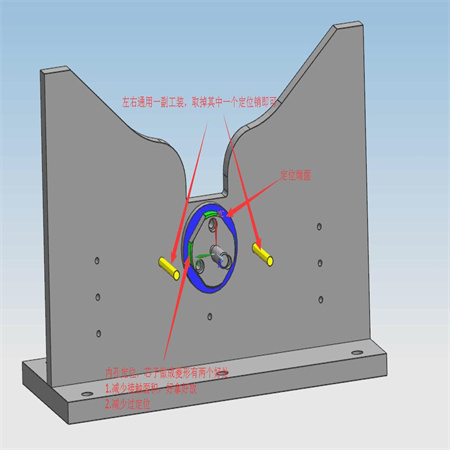
图12 安装细则
安装细则:
1. 内孔定位,芯做成菱形不但减少了接触面积而且减少过定位。
2. 左右通用一副工装,取掉其中一个定位销即可。

图13羊角
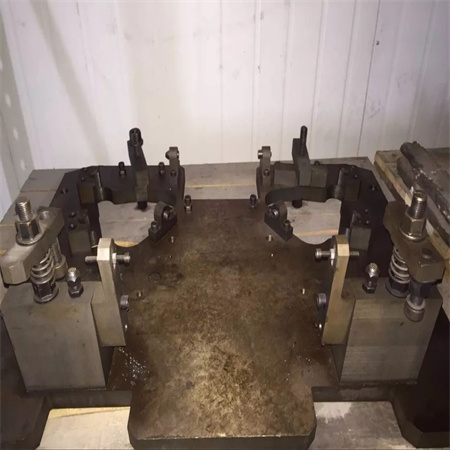
图14羊角加工夹具
目前因减少工艺,工序集中后液压缸无法让位,故设计成手动装夹。

SS硕朔生产、定做台阶钻头、T型铣刀杆(整体合金式、机夹式、焊接合金式)、非标整硬刀具、钨钢内冷钻头、机夹刀盘、焊接合金、焊接金刚石刀具产品,来图来样均可定做加工。
转向节零件加工装夹夹具对刀具有什么要求?
加工过程是一个系统性的工艺过程,刀具和夹具是相互影响相互制约的。高刚性的夹具系统允许刀具使用更多的有效齿数和切削参数; 刚性较差的夹具系统则需要适当降低切削参数,选择更加锋利的切削刃口。根据夹具的夹持方式的不同选择合理的刀具结构,从而改变切削力的方向也是一个有效的策略。
铸铁产品,铸造后毛坯放置一段是否更好加工呢?
时效处理能够有效的改善铸件的可加工性,提高刀具的寿命。
加工这样槽工件会发弹吗?悬臂结构、刀具会震刀吗?
如果夹持刚性不好,加工时会有振动的风险,可以通过更换更锋利的刀片、调整加工参数、减少有效刃数等手段来应对。
加工后表面粗糙度能到多少?
如果工艺系统刚性较好,在加工时没有振纹的情况下,表面粗糙度主要受刀具切削刃口跳动误差和每齿进给量的影响,正常情况下粗糙度能够达到Ra6.3以下。
槽刀具加工后槽宽尺寸可以保证多少精度?
三面刃刀盘的制造公差是±0.05,加工的槽的公差可以控制在0.15以内,考虑到加工过程中的刀具磨损,槽宽尺寸公差越严格,刀具的寿命会越低。
径向力如何?
径向力与切槽的宽度、进给速度、刀片的前角等因素有关,可以参考相关的数学公式进行计算。
前角大,磨损是不是很快?
刀具每个切削角度的变化,都会对加工过程既产生积极的影响又产生不利的影响,关键在于我们要合理取舍。在切槽加工中,使用锋利的刀片抑制振动,从而获得稳定可预测的刀具寿命,更有利于加工过程的控制。
干切好还是湿切好呢?
从刀具寿命方面考虑,推荐干切。但是加冷却液可以抑制粉尘和排除切屑。工厂可以根据实际情况合理取舍。
一次吃多深?
切槽加工中,计算切削参数时有一个很关键的因素是刀具的啮合比,即切宽和刀具直径的比值ae/Dc,
刀的材料是什么?
硬质合金刀片,钢制刀体。
两侧刀片数量不同,会不会出现表面质量不好?
表面质量与每转进给量和刀片的修光刃大小有关,只要刀片的修光刃长度足够,表面质量不会变差。
组合结构刀具刚性怎样?
刀具本身的刚性与单刀盘刀具的刚性没有区别。但是由于两个刀盘同时切削,切削力变大,对于夹具的刚性和机床的功率有更高的要求。
修光刃的工作原理是什么?
简单来说,就是依靠副切削刃的二次切削来修正工件表面的波峰,达到提高表面光洁度的目的。
刀具转速怎么变化?
恒定转速。
铸件是不是用三面刃铣刀的几率高?
根据工况来选择合理的刀具。
加工铸铁件耐磨性怎样?
刀片都是针对铸铁零件的牌号,在提高耐磨性的同时保持了较好的韧性。
机床多少功率匹配?
根据刀盘直径大小、有效齿数、切宽、加工参数、切深,可以 计算出需要的机床功率。
孔的圆度直线性怎样?
圆柱度综合反映了圆度和直线度误差,此案例中圆柱度范围是2-5微米。
对于组合刀具来说,由于同时加工几个部位,切削余量增加,切削力和消耗的机床功率都会增加,因此在使用相关刀具之前请咨询我司技术人员。


