
减振刀杆加工原理
机械加工工件深度超过6倍径以上工件加工时,则对于刀体的抗震要求较高,选择一款减震效果好的阻尼刀杆,从而极大减少刀体振动。
减振刀杆是一个被动动态减振系统,内部有一个预调过的重金属阻尼单元,由弹性原件支撑在刀柄的腔体内。

选用密度最高的物质做成阻尼体,这样可以在有限的空间内达到最大的质量,阻尼体的位置在设计时必须尽可能靠近刀柄前端,这样可以最大化阻尼效果。
而阻尼体也必须经过预调,以使其自身频率与整个刀柄的频率一致,在加工过程中,刀柄前端刀具发生的振动变形在第一时间被阻尼体抵消,不会沿着刀柄向后传递,从而减少了整个刀柄的振动变形。
1)减振刀杆采用颗粒阻尼减振系统的防振刀具,它可以在造价相对比较低的情况下,实现较大长径比,使加工过程更简捷、加工效率更高;
2)减振刀杆可以提高刀具加工的精度、延长刀具的寿命;
3)同时利用减振刀具,可以提高表面加工质量、大大提高工作效率,特别是在镗削中运用减振刀杆,对深孔镗削提高内表面质量及速度;

减振刀杆加工原理是在加工过程中,当振动的能量从前部传到刀杆上的时候,刀杆和调节装 置与滑动块一起振动,在振动的时候会消耗掉一定的能。并且由于阻尼油的原因,调节装置 与刀杆的振动不是同频率振动,所以就达到了减振效果。当转速变大的时候,通过向右调节 外部的沉头螺栓,因为其与内部的楔形块是反向螺纹连接,所以会带动楔形块做斜向上的 运动,当滑块向前运动的时候会挤压滑动块向右运动,挤压弹性元件。弹性元件被挤压之后 阻尼系数就会变大,能适应更多的振动能量,在外部有刻度指示,转速增大100就向右旋转 一刻度。如果转速变小的时候,把沉头螺栓向左调节,释放被挤压的弹性元件,阻尼系数变 小,不会因为传递过来的能量变小,自身阻尼系数过大,引起减振精度不准确,或者达不到 减振要求的现象,避免加工效果不好或者刀具受损。
而通常在机床加工中可能存在振动震刀情况,致使工件表面有颤纹、光洁度低,从而造成返工呀废品率高;出现机床震动时能常从以下方面查找原因:机床-工件-刀具三个环节,一个或多个因素导致的刚性不足,都会引起振刀,该如何排查?一杆多用式防振减震刀杆能很好解决悬伸长的工件加工,很好的消除因刀体引起的震纹。
1、从工件方面排查:
(1)细长轴类的外圆车削:切削点离夹持点的距离,超过3倍径则容易产生振刀现象,可以考虑改变工艺;
(2)薄壁零件的外圆车削;
(3)箱形部品(如钣金焊接结构件)车削;
(4)超硬材质切削等都有可能存在震刀。
2、从刀具方面排查:
(1)利用成型刀片进行成形车削;
(2)刀具的角度特别是主偏角、后角、前角设计是否合理;
(3)刀刃的锋利程度;
(4)刀尖圆弧半径是否过大;
(5)切削参数是否合适。
3、机床方面排查:
(1)活顶尖伸出过长;
(2)轴承已受损而继续切削;
刀体本身刚性、是否夹紧、延伸过长、垫片不平;刀具是否磨损、刀尖圆角或修光刃过宽、后角过小、走刀(进给量)过大或太小等均可能是产生颤纹的诱因;可适当调整转速、单刀切削深度、进给量等,尝试排除共振点。
(3)排查活顶尖是不是伸出过长、轴承是否良好,平面滚动轴承组合;也可换用死顶尖,注意中心孔的润滑。
(4)排查尾架顶夹紧情况:夹紧条件下是否左右、上下与机床主轴不同心;
(5)如果是机床的尾架部分暂时无法检查,可以试着从卡抓端向尾部走刀;反车可以最大程度削除尾端的不给力;
(6)看看主轴如:三抓是否螺旋槽有损坏;
应对振刀的相关对策:
如果主轴瓦已经紧固到位、工件也非薄壁空心件或悬伸过长、卡盘夹紧也没问题,则采用其他一些抑制振刀的实用的方法:
(1)减轻造成振动的部份的工作重量、惯性越小越好;
(2)针对振动最大的地方予以固定或夹持如:中心架、工作保持器等;
(3)提高加工系统的刚性,如:使用弹性系数较高的刀柄或使用抗震刀杆,其特殊抗震力可以吸收较大的冲击力;
(4)从刀片与工作旋转方向下功夫;
(5)从刀具设计方面下功夫,刀具鼻端半径越小越好,以降低切削阻力。侧倾角必须取正值,以使切削方向更近垂直。后倾角最好为正值,惟甚去屑切屑能力相对变差,因此一般可选用槽形刀以使倾角变为负值,但仍保有正值的切削效果;
而对于加工深度超6倍径及以上加工过程中的存在振刀现象,其影响及如何有效防止刀体震动?
一杆多用式防振减震刀杆在加工工件的时候会在径向方向产生一个分力,在受到力的时候,如果刀具刚性不足,那么刀体就会变形,会往力的方向产出偏差,有一个位移。刀具有了位移,这样吃刀深度就变小了,力也就变小了,那么产生的位移也就变小了。产生的位移变小,刀具就向力的反方向移动,这样吃刀深度又变大,同时切削又变大。当刀体一端固定,而另一端受力时,则远离未固定的一端就会产生偏移、回弹。这样在加工过程中,不断变化的切削力作用到刀具和工件,从而产生震动;刀体出现振动后常见表现为工件表面产生震纹现象,其主要受刀体本身强度和切削力大小的影响。
如何有效改善和防止刀体振动:
对于减振刀杆的刀体本身的强度:刀体越粗且短,则强度越强;相反则强度越小。而实际加工中对于加工长度都有要求,一般标准长度工具钢材质即可,对于悬伸达6倍径,则选用整体硬质合金刀体较多,能有效提高刀体抗震性,当超过6-10倍径以上则选用阻尼式抗振减震刀杆。
对于切削力的大小:切削力越小振动越小。从刀具角度来讲,可选用大前角、小刃口宽度的刀具,关于刀具刃口宽度如图:
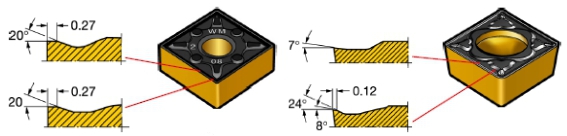
以上两种类型的刀片前角分别为20度和24度,刃口宽度分别是0.27 和0.12,当前角越大刃口宽度越小意味着刀具越锋利,切削过程中切削力会越小;刀具的刃口宽极为重要,直接决定编程时进给F的大小;刀具主偏角刀具切削零件的过程中会受到轴向和径向切削力影响。
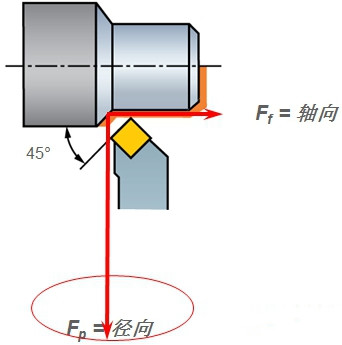
45°主偏角的刀具,红色箭头长短示意此方向受力的大小,即径向受力大于轴向受力
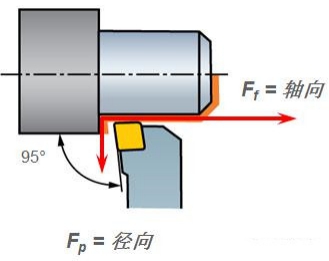
上图为95°主偏角的刀具,红色箭头长短示意此方向受力的大小,即径向受力小于轴向受力。也就是说,刀具主偏角的大小直接决定径向切削力的大小,刀具主偏角越大径向受到的切削力越小,主偏角越小径向方向受到的切削力越大。如图所示:
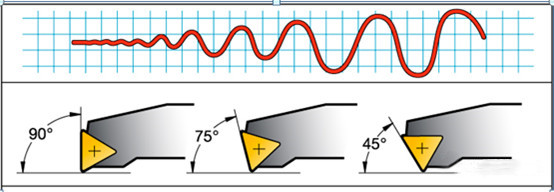
常见的刀具主偏角分别为:90°,75°,45°。主偏角越小径向受力越大,刀具震动趋势越大。


